
Here’s my gun for the EBR big bore 200 yard event. Yes, it’s just pixels, no better than vaporware at the moment.
The specs are:
- 308 caliber, 30″ 3 groove stainless steel barrel
- Regulated at 3000 psi from a 4500 psi 90 ci bottle
- 115 grain cast slugs @ 1050 fps
- ~16 lbs
I should be able to shoot a full card on a charge with a little air to spare if I did the math correctly. 

Yes, it’s a hybrid bullpup because I’m sure I don’t have time to get the action in a conventional stock.
With only 10 days left there is a lot of work to do LOL! I’ll be updating this post daily with progress, make sure to come back to see how she’s shaping up.
T-8 Days
The Barrel

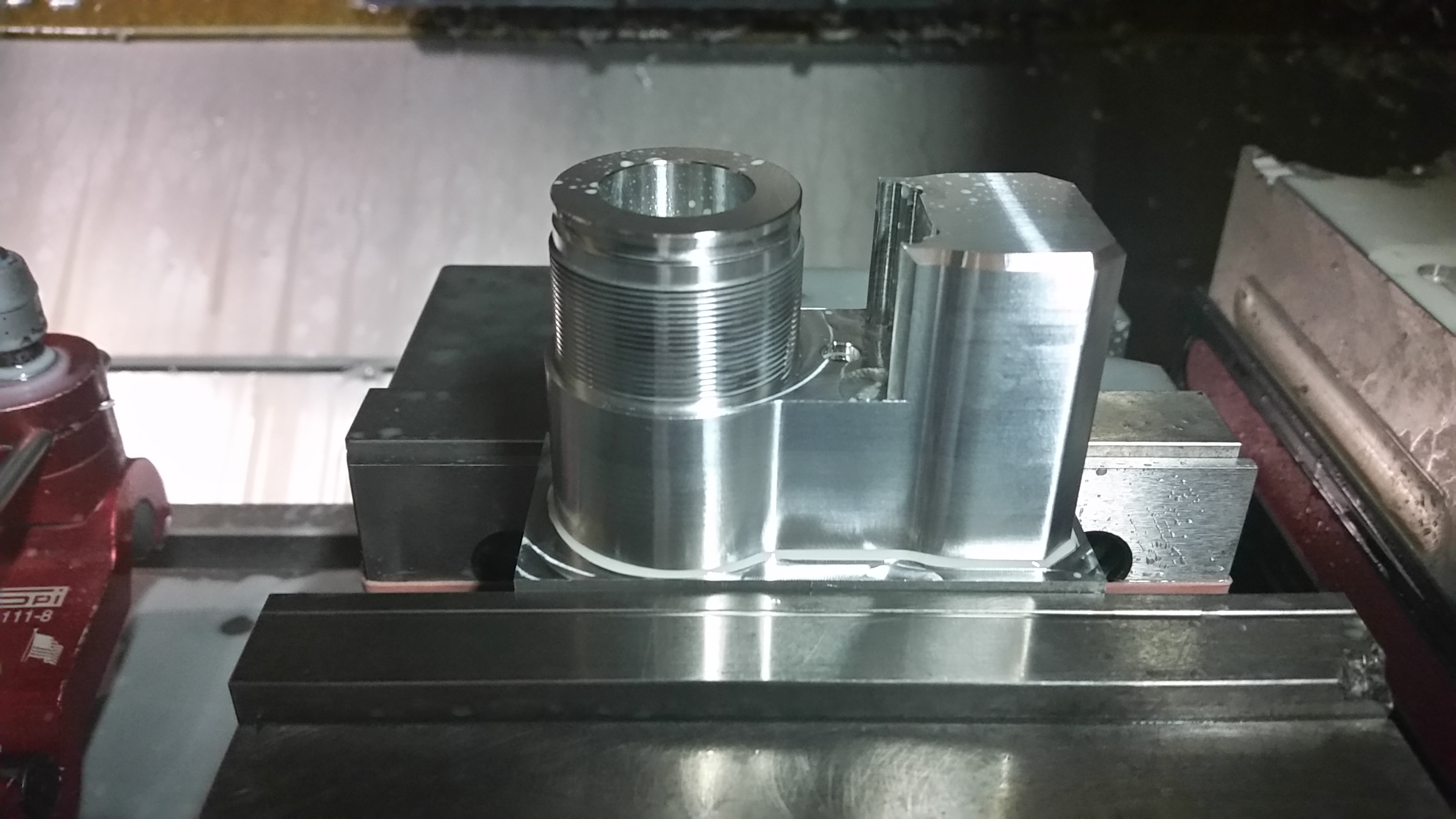
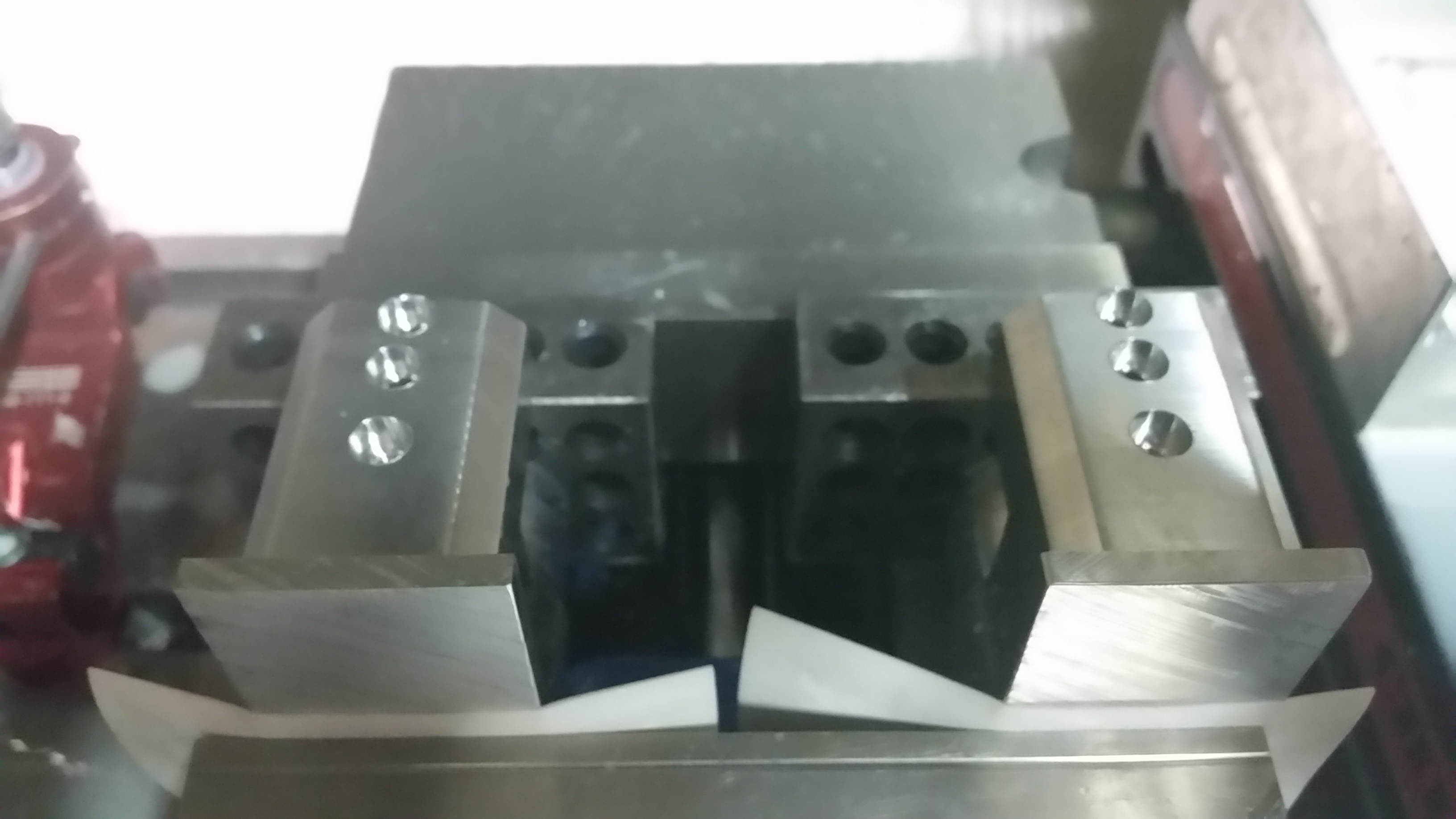
Chucking the barrel
Tuesday yielded zero progress although today was very fruitful. I started with the barrel fitting, machining it to mate with the Slayer upper. The first step was chuck the breech end of the barrel in the lathe. In this case a Daewoo turning center, but there are other options available (click here to view more). Because the barrel was so long at 30″ it had to be inserted through the tailstock with the chuck jaws removed allow the larger breech end diameter to pass through the chuck.
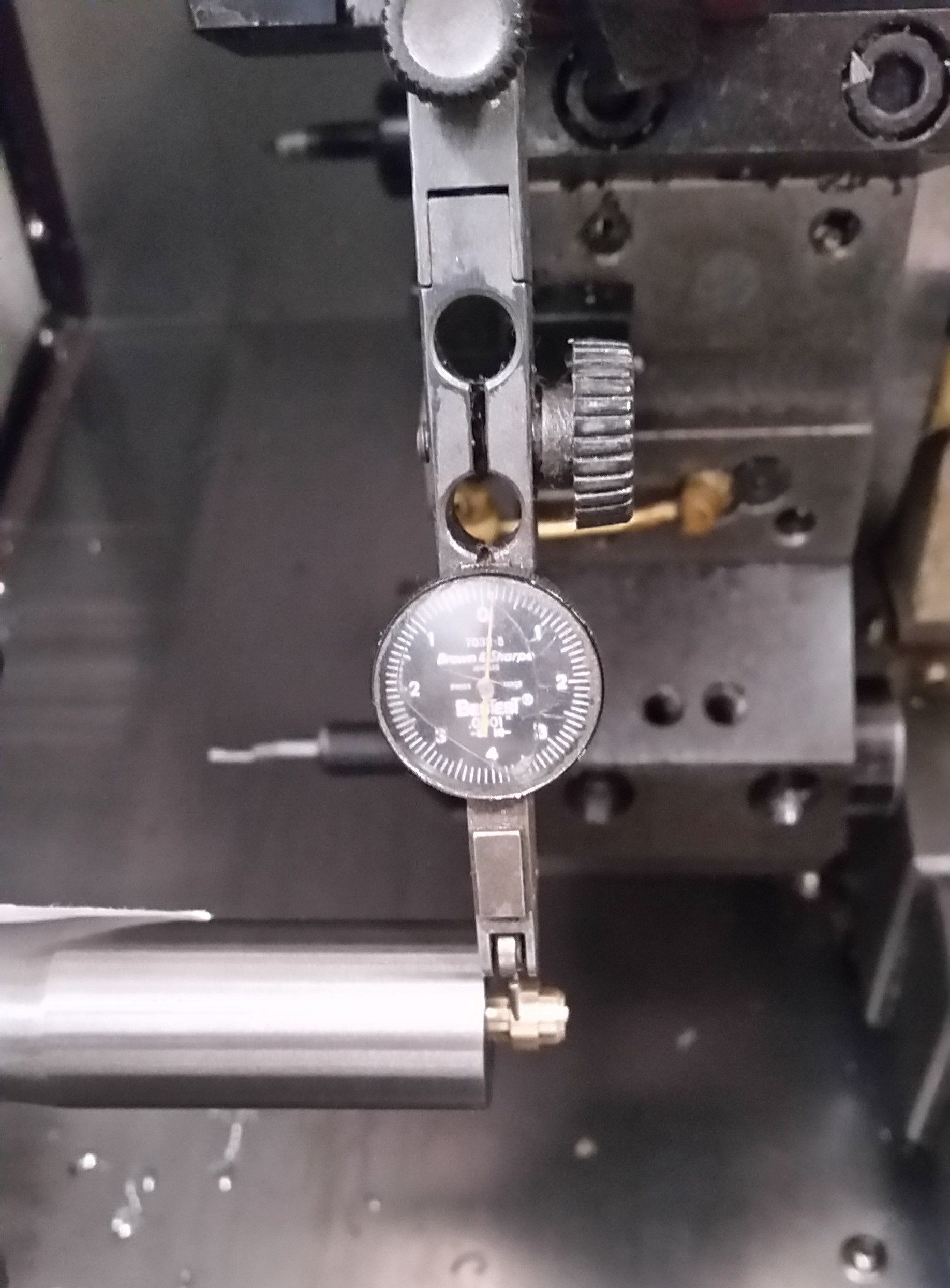 Now that the barrel was chucked in the lathe it was time to make sure the bore was running concentric to the outer diameter. I’ve never found a barrel yet that didn’t have some amount of runout. To check the runout I machined a plug gauge to a perfect fit in the bore and used a dial indicator to check the runout In this case the runout was just under 0.003″, close but not good enough for a bench gun. Using writing paper as shims I added 0ne layer to two of the jaws and piece of tissue paper under another jaw to bring the runout to 0.0002″. That’s more like it.
Now that the barrel was chucked in the lathe it was time to make sure the bore was running concentric to the outer diameter. I’ve never found a barrel yet that didn’t have some amount of runout. To check the runout I machined a plug gauge to a perfect fit in the bore and used a dial indicator to check the runout In this case the runout was just under 0.003″, close but not good enough for a bench gun. Using writing paper as shims I added 0ne layer to two of the jaws and piece of tissue paper under another jaw to bring the runout to 0.0002″. That’s more like it.
After about 1 hour of setup and 3 minutes of runtime a finished breech manifests itself.

Machined Breech end
The next step was to turn the barrel around and cut the target style rebated crown. The barrel still need the transfer port cut and the throat reamed to accept the slug. The Transfer port will be cut on a mill and the reaming is best done a manual lathe. A job for another day.

Crowned barrel

Fitted barrel

A look inside

This will be a long gun
The Drop Bottle Adapter
First operation
The drop down bottle adapter is made from 7075 FORTAL plate. FORTAL is a very high strength aluminum used mainly in the injection molding industry, many times it is generically referred to as “mold plate”. The advantages of FORTAL are many but most important is strength which is roughly double of mild steel and its stability during the machining process. Whether you’re using a 2-axis machine or a 5 axis cnc machining tool, the parts from FORTAL almost never warp or twist. The first milling removes most of the material revealing the net shape of the part. The threaded section that mates with the tube are “thead milled” allowing the part to be made as one piece instead of using a separate threaded nipple.
Next the parts are indexed and located for the cross drilling operation.

Locating the parts
Cross drilled
Regarding the custom EBR gun build, I am wondering how you will get 1050 FPS with a 105 grain slug using only 3000 psi? I am thinking that would take some special valve design and very large/efficient transfer porting at least.
Also, I found a reference somewhere that states there is no probe for seating the projectile, assuming for un-shrouding the area above the transfer port; how is this done?
I am in the market for a long range/accurate, big bore bull pup design. Thanks for your time.
Steve, you are correct, our porting and valve are very efficient. The 308 EBR featured full bore porting thru the entire system. The bolt/probe has a retract feature to uncover the transfer port. There is absolutely no impingement to the airflow during the shot cycle. Getting the 1050 from the 30″ barrel is quite easy with our design.
Tom
Plenty of air guns produce that level of power or more from a 3000psi cylinder.
A higher fill pressure gets you more shots, not more power. Many high end / high accuracy air rifles are regulated to an output pressure of between 1200 and 1800 psi.
There are a number of cheaper unregulated air rifles where the power drops noticeably as the fill pressure goes down but this is an undesirable quality as it causes a shift in the poi. High quality air rifles should produce a consistent level of power from 3000 psi all the way down to 1500 (or lower sometimes).
It is the volume of air used for each shot that dictates the power so the question to ask is how many shots do you get per fill at only 3000 psi.
Will this lead to new options for guys wanting long range guns? Do you make the bullets or where do we get them if someone wanted a long range 308 ? With a more standard bottle design like a 500cc from the 45 build. How many shots could I expect? After all the long range upgrades internally and longer barrel for increased fps. What is the new expected fpe ? How much further with similar accuracy will the 308 shoot past a 357 build ? 45 build ?
I have to say that I’m not a huge fan of that design pic where the bottle is at the front like that. I think bullpups should be center balanced to make them feel light and maneuverable. Does the bottle upfront make it feel front-heavy?
It looks like there is also a conventional air cylinder as well. Is that right and what is the logic for using both?
Maybe it would be better to carry the bottle on your back with a hose running to the gun.
Imo you should focus on the more popular calibers first. Big bore has a market but it’s the smallest part of the air gunning community. Most of us prefer quieter air guns that can be used for both backyard target shooting and hunting.
High powered air rifles are definitely cool but you loose most of the advantages of using an air gun such as being able to practice at home without accidentally killing the neighbors. If they are as loud and powerful as guns then there are plenty of cheaper firearms with fewer hunting restrictions…
Just my 2c. I kinda like the design of the 357 slayer. A 25 cal regulated version with a decent barrel and a 300 bar cylinder at a competitive price would probably do well.
For what it’s worth, I think you should consider using a contract manufacturer instead of how you are doing it now. The price of the Slayer is very high considering what it’s made from. I would want to see carbon fiber, titanium or high grade walnut for that kind of money. I would prefer that to paying for inefficient high cost manufacturing and start-up costs.
Hyundai were able to make great bullpup said with LW barrels and nice walnut stocks for less than $400 wholesale for Jkhan to be resold in America for $800-$900. I bet they could make the Slayer to the exact specs for even less.
I hope it’s ok to make suggestions. I hope you are successful because we could use a lightweight bullpup like yours (in 25 cal).
In time, I truly believe it will be well balanced, effective and accurate once Tom finishes with this project…based on what he has thus far brought to the table.
I am looking very forward to owning a bottled .308 or .357 Hi-Power Slayer myself.
Keep up the great work Tom…and your “logical” thinking/producing what will truly be effective and efficient.